What is an SMT Stencil?
An SMT steel mesh (stencil) is a specialized mold for SMT production—its core job is to deposit precise amounts of solder paste onto exact PCB pad locations. Without it, consistent solder paste printing would be nearly impossible for modern dense-pitch assemblies. For a complete overview of the entire SMT production workflow, explore our comprehensive guide: SMT Surface Mount Technology: The Ultimate Comprehensive Guide.
Stencil Material Breakdown
Let’s start with the materials that make up a functional stencil—each part impacts print quality and lifespan in subtle but critical ways.
Mesh Frame
Frames come in two main styles: movable and fixed. Movable frames let you reuse the frame by mounting steel sheets directly, while fixed frames glue screen yarn to the frame for more uniform tension (typically 35–48 N/cm²). At Jialichuang, we rely on fixed frames with a standard tension of 40 N/cm, as this balance works best for long-term print consistency.
Screen Gauze
Gauze holds the steel sheet to the frame, with two common options: stainless steel wire mesh and polyester mesh. Stainless steel (around 100 mesh) offers stable tension upfront but tends to lose tension over time. Polyester mesh (also 100 mesh) is more durable, less prone to deformation, and lasts longer in high-volume lines.
Stencil Sheet
Most stencils use metal sheets—copper, stainless steel, nickel alloy, or polyester. At Jialichuang Technology, we standardize on high-quality US 304 stainless steel sheets. Its mechanical strength extends stencil life far beyond thinner or lower-grade alternatives.
Adhesive Glue
The glue bonding gauze to the frame and steel sheet is easy to overlook, but it directly affects tension stability. Poor glue can cause warping or tension loss mid-run, leading to misaligned prints.
Etched Stencils: The Traditional Approach
Chemical etching is one of the oldest stencil manufacturing methods, using two positive patterns to etch metal from both sides. This process creates undercut—horizontal etching that makes holes slightly larger than designed. The result is a nearly straight hole wall with a narrow “hourglass” shape in the middle.
In practice, etched hole walls can be rough, so we often add post-processing steps. Electropolishing (a micro-etching treatment) smooths the walls to improve solder paste release, while nickel plating adds extra smoothness for better printing performance. We avoid polishing the entire stencil surface, though—this can cause paste to slide across the template instead of rolling under the scraper.
Laser-Cut Stencils: Precision for Modern Designs
Laser cutting is a subtractive process that eliminates the undercut issue of etching. We pull data directly from Gerber files to cut openings, which gives us tighter control over hole size and position. The hole walls are nearly vertical, a big advantage for fine-pitch components.
That said, laser cutting leaves rough edges and metal slag from vaporized metal—this can clog small openings and cause paste blockages. We fix this with electropolishing after cutting, which smooths the walls without sacrificing precision. One limitation: laser-cut stencils can’t be made into step-type multi-stage designs without pre-thinning areas via chemical etching.
Electropolished Stencils: Post-Processing for Better Release
Electropolishing is an electrolytic post-treatment that “polishes” stencil hole walls. By connecting the metal foil to an electrode in an acid bath, we target rough areas first—this reduces surface friction, improves solder paste release, and cuts down on cavities. It also makes cleaning the stencil bottom much easier.
In production, this means solder paste rolls more effectively under the scraper, rather than being pushed into openings. We use this step for both etched and laser-cut stencils when fine-pitch performance is critical.
Electroformed Stencils: The Premium Option for Fine Pitch
Electroformed SMT stencils are an additive process, building nickel layer by layer onto a copper cathode core. We start by laminating a photoresist film onto copper foil, then expose it to UV light through a patterned mask to create the opening layout. Nickel is then plated around the photoresist until the desired thickness is reached.
Once the photoresist is removed and the nickel foil is separated from the core, we get a stencil with unique sealing properties. The trapezoidal hole walls and low surface adhesion make solder paste release incredibly clean, and the nickel hardness (over 500 VH) extends lifespan to 500,000+ prints. This is our go-to for ultra-dense spacing (like 0.008” pads) where 1:1 aspect ratio openings are non-negotiable.
Practical SMT Stencil Cleaning in Production
SMT stencil cleaning isn’t just a housekeeping task—it’s make-or-break for dense-pitch yields. Even tiny dried paste residues in small openings can cause misprints or solder bridges in subsequent runs.
Daily Cleaning Methods
For quick touch-ups between prints, we use lint-free rags pre-soaked in solvent. This works well for uncured paste and is low-cost, but it struggles with dried paste in ultra-fine openings. For these cases, ultrasonic cleaning with water-based detergents (used at low temperatures to avoid frame delamination) is more effective.
Air spray cleaning systems are another option, using rotating bars to blast solvent at the stencil. These systems filter out solder balls to prevent re-deposition, making them ideal for batch cleaning of misprinted stencils. We also use VOC-free cleaning agents (3–10% concentration) at room temperature—they’re safe for workers and effective at dissolving most uncured solder paste and flux residues.
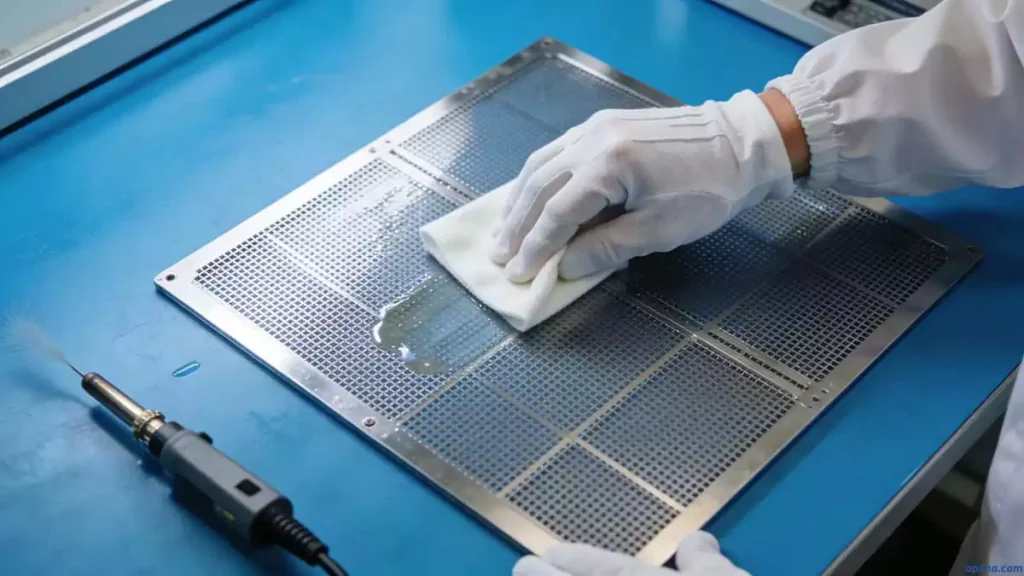
Bottom Wiping for Dense-Pitch Lines
For boards with 0.008” or smaller spacing, we wipe the stencil bottom after every print. We use lint-free paper rolls and high-flash-point solvents (flash point >110℃) to dissolve flux and adhesive without leaving residues. The vacuum system then pulls away loosened paste, keeping openings clear for the next run.
At the end of the day, the right stencil choice boils down to your production needs: high-volume fine-pitch lines lean toward electroformed SMT stencils, while general-purpose runs often work well with laser-cut or etched options. Pair it with consistent SMT stencil cleaning practices, and you’ll keep print quality high run after run. Once solder paste printing is complete, the next critical step is reliable PCB assembly and welding—learn more in our detailed guide: PCB Assembly & Welding Technology | PCBA Process Guide.