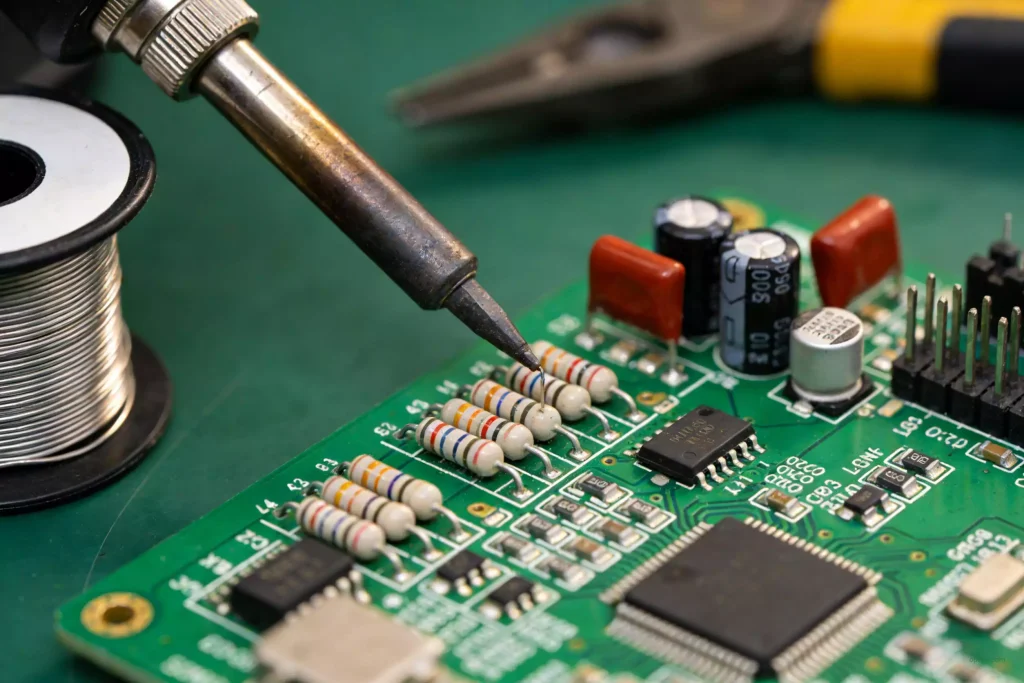
If you’ve handled PCBs long enough, you’ll notice one thing pretty quickly—most boards are green. Not because engineers care about the color, but because it keeps things stable in production.
The PCB solder mask is the colored layer covering copper traces. On paper, it protects the circuit. In real manufacturing, it also helps control how the whole assembly process behaves.
It’s not just protection — it affects the whole process
People usually describe solder mask as a protective layer. That’s true, but it’s only part of the story.
In practice, the PCB solder mask helps:
- keep solder where it should be
- separate pads in tight layouts
- reduce bridging during reflow
If something is slightly off—alignment, thickness, curing—you’ll see it later during SMT. Not always as a big failure, but as small, repeatable defects.
About those solder mask colors
From the outside, color looks like a cosmetic choice. Inside the factory, it’s a bit more sensitive.
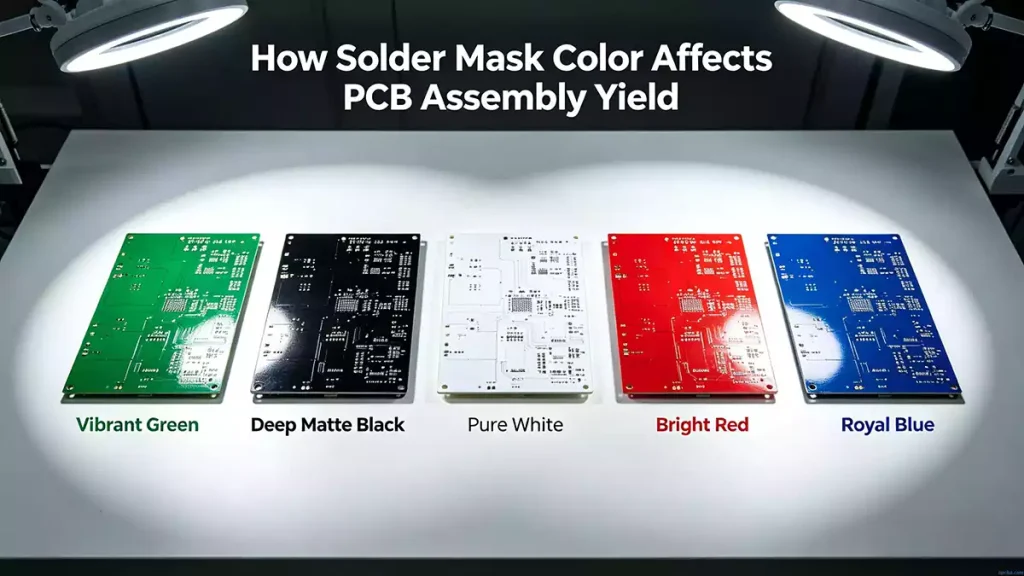
There are many solder mask colors available today:
- green
- black
- white
- red / blue
- matte variants
- specialty colors like purple
In most cases, they all “work.” But in real production:
- white tends to expose contamination and surface defects
- black looks clean, but reduces contrast during inspection
- some pigments slightly change curing behavior
These differences are small, but on dense boards or large batches, they start to show up.
Why green solder mask is still the default
Even with all the options, green solder mask is still what most factories prefer.
Not because it’s technically superior in theory—but because it’s predictable.
Stable process
Green has been used for years. Exposure, development, curing—all well controlled.
Easier inspection
Under inspection lighting, green contrasts well with copper. Operators can spot scratches or misalignment faster.
Better consistency on fine features
For small vias or tight spacing, green ink tends to behave more consistently.
Lower cost
It’s the most widely used option, so supply and pricing are stable.
Works better with AOI
Optical inspection systems generally recognize green surfaces more reliably than very dark or very bright colors.
Thickness: a detail people often overlook
The PCB solder mask thickness doesn’t usually come up in discussions, but it matters.
Typical references (like IPC standards):
- ~10 µm for standard boards
- ~18 µm for higher-reliability applications
In reality, consistency matters more than the exact number.
Uneven coating can lead to:
- weak insulation in thin areas
- poor adhesion in thick areas
- imaging issues during exposure
Most problems come from process variation, not design itself.
Where problems usually come from
When solder mask goes wrong, it’s rarely obvious at first.
More common issues:
- small bubbles after curing
- slight peeling near pads
- misaligned openings
These are usually related to:
- incorrect ink ratios
- surface contamination
- incomplete curing
And sometimes, they only become visible during assembly—not at final inspection.
A real case: black solder mask and AOI misjudgment
We ran into this on a mid-volume project.
The customer wanted a black board for appearance. From a fabrication point of view, everything looked fine—no obvious defects after solder mask and curing.
But once the boards entered SMT and AOI, problems started.
AOI kept flagging “insufficient solder” on multiple pads. At first, it looked like a printing issue. The stencil, paste, and reflow profile were all checked—nothing unusual.
The real issue was optical.
- the black surface reduced contrast
- reflected light became unstable
- AOI had trouble distinguishing solder joints from the background
So the joints were actually fine—but the system kept marking them as defects.
This kind of situation isn’t rare. It usually happens when darker solder mask colors interact poorly with optical inspection settings.
How it was handled
We first tried adjusting the process:
- changing AOI lighting angles
- recalibrating detection thresholds
- updating reference images
That helped, but didn’t fully solve it.
For the next batch, the customer switched back to green solder mask, and the false calls disappeared without further tuning.
So, should you always choose green?
Not always.
If your product needs a specific look—consumer electronics, LED boards—other colors make sense.
But if your priority is stable production and fewer variables, green solder mask is still the safer choice in most cases.