Industrial Control is the core backbone of modern automation. It governs critical equipment and processes in manufacturing, energy, and infrastructure sectors. These systems require stable, durable hardware to operate 24/7 in harsh industrial environments. Extreme temperatures, heavy vibration, and electromagnetic interference (EMI) are common challenges. As a professional one-stop electronic manufacturing service provider, we integrate PCB/PCBA expertise into these systems. We tailor high-reliability circuit boards for core modules such as control panels and power management units. Our solutions address unique pain points, ensuring seamless automation and long-term stability.
The global Industrial Control market is evolving rapidly. Industry 4.0 and smart manufacturing drive this growth. Modern systems demand miniaturization, high integration, and real-time responsiveness. These features depend on the quality of underlying circuit boards. Unlike consumer electronics, industrial equipment operates in rigorous conditions. PCB/PCBA reliability is critical to prevent costly downtime and ensure workplace safety. This guide explores how customized circuit board solutions enhance performance and support the future of automation.
1. Key Technical Challenges of Industrial Control Systems
Industrial Control systems face unique environmental and operational challenges. These challenges influence the design, manufacturing, and testing of PCB/PCBA. Specialized solutions are essential to ensure reliability and performance. Understanding these pain points is key to developing effective circuit board solutions.
1.1 Harsh Operating Environments
Most Industrial Control equipment operates in extreme conditions. Temperatures range from -40℃ to 85℃. High humidity, heavy vibration, and dust exposure are also common. These factors can cause PCB substrate deformation and solder joint cracking. In manufacturing plants, control panels near production lines face constant vibration from machinery. This can loosen components over time. Our circuit board solutions address these issues through specialized material selection and manufacturing.
1.2 24/7 Continuous Operation Requirements
Industrial Control systems are the backbone of critical processes. They require uninterrupted 24/7 operation. This continuous workload stresses PCB/PCBA. Thermal fatigue, signal drift, and component degradation can occur over time. System failures can lead to production halts, financial losses, or safety hazards. Long-term reliability is a top priority. Our solutions are designed to withstand prolonged use. Strict testing ensures stability over thousands of hours of operation.
1.3 Electromagnetic Interference (EMI) and Signal Integrity
Industrial environments are filled with electromagnetic noise. Motors, transformers, and high-power equipment generate this noise. EMI can disrupt signal transmission in control systems. This leads to incorrect commands, data loss, or malfunctions. Signal integrity is critical for real-time applications like process control or robotics. PCB/PCBA must suppress EMI and maintain signal integrity. This ensures accurate communication between modules.
1.4 High Integration and Miniaturization Demands
The shift toward smart Industrial Control and Industry 4.0 is clear. There is increased demand for miniaturized, highly integrated systems. Control panels and equipment are becoming smaller. This requires PCB/PCBA with ultra-dense wiring and compact component packaging. Miniaturization presents challenges in heat dissipation and signal routing. These must be addressed to maintain performance while reducing footprint.
2. PCB/PCBA Solutions for Industrial Control: Addressing Core Challenges
To overcome technical challenges, our PCB/PCBA solutions are customized. We integrate specialized design, material selection, and manufacturing processes. This ensures circuit boards support stable, reliable operation. Our solutions align with the miniaturization trends of modern systems.
2.1 PCB Design Optimization for Industrial Control
PCB design is critical to system performance. We focus on signal integrity, EMI suppression, and thermal management. Our design team specializes in industrial applications. Key optimizations include:
- Impedance Matching and Signal Isolation: We design PCBs with strict impedance matching (50Ω/75Ω) for signal transmission modules. This reduces signal attenuation and interference. Signal isolation separates high-power and low-power circuits. This prevents EMI from disrupting sensitive control signals.
- Thermal Management Design: We integrate thermal vias, copper pours, and heat sinks into PCB designs. This ensures efficient heat dissipation. It prevents component overheating and extends PCB/PCBA lifespan.
- HDI Board Design for Miniaturization: For compact equipment, we use HDI (High-Density Interconnect) board design. Microvias and blind/buried vias enable ultra-dense wiring. This supports high integration without compromising performance.
- Compliance with Industrial Standards: All PCB designs comply with IPC-A-610 and UL 61010 standards. This ensures reliability and regulatory compliance.
2.2 Specialized Material Selection for Industrial Environments
Material selection is key to PCB/PCBA reliability. We choose materials that withstand harsh industrial conditions. Our focus is on temperature resistance, mechanical strength, and EMI performance:
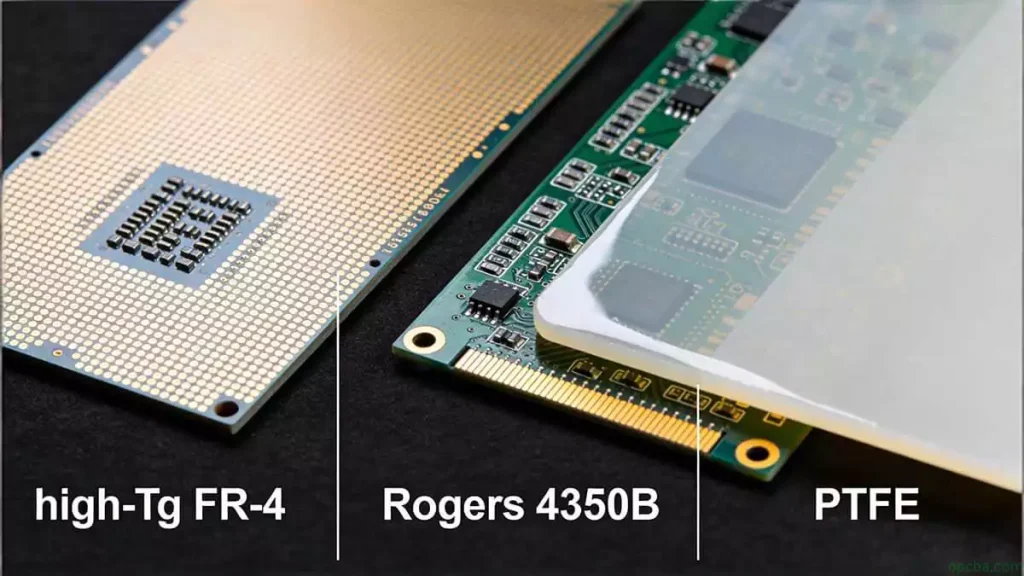
- PCB Substrates: We use high-Tg FR-4 substrates (170-180℃) for most applications. These offer excellent thermal stability and mechanical strength. For extreme temperatures, we select Rogers 4350B or PTFE substrates. These have low dielectric loss and high temperature resistance.
- Copper Thickness: Heavy copper PCBs (2-4 oz/ft²) are used for power management modules. They bear high current and reduce heat generation during operation.
- Protective Coatings: All PCBA are coated with conformal coating (acrylate or silicone). This protects against dust, moisture, and corrosive substances. It enhances reliability in harsh environments.
2.3 Precision PCBA Manufacturing Processes for Industrial Control
Industrial Control systems demand high-precision PCBA manufacturing. Our processes adhere to automotive-grade standards. Strict quality control is applied at every step:
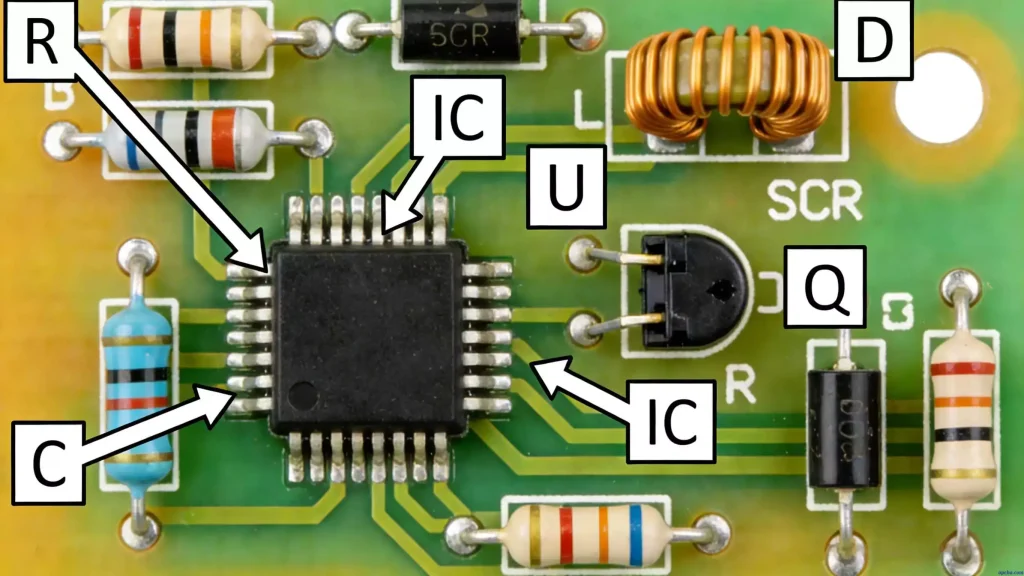
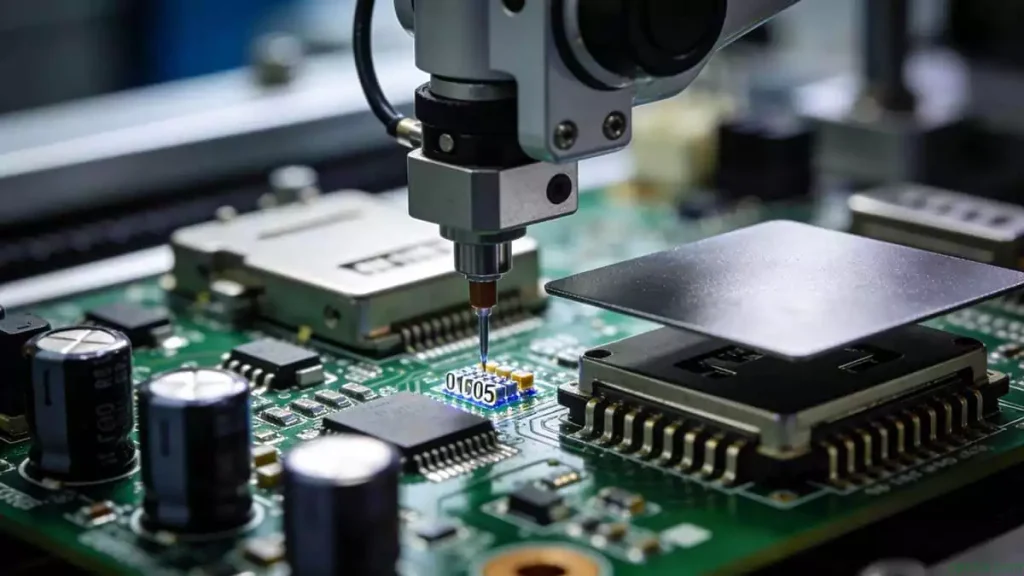
- High-Precision SMT Chip Mounting: We use high-precision SMT mounters with ±0.02mm accuracy. This mounts ultra-small components (0201, 01005) and BGA packages. Closed-loop temperature control reflow soldering ensures reliable solder joints. It avoids defects like cold solder or tin beads.
- Component Screening: All components are screened to industrial-grade standards. We focus on wide temperature range (-40℃~85℃) and anti-vibration performance. Key components (chips, capacitors, resistors) undergo batch sampling inspection. This ensures consistency.
- EMI/EMC Anti-Interference Processing: We add EMI shielding covers to key PCBA modules. We also optimize the welding position of filter capacitors and inductors. This suppresses electromagnetic radiation and external interference. It ensures stable signal transmission in noisy environments.
3. Reliability Testing for Industrial Control PCB/PCBA
To ensure PCB/PCBA meets rigorous requirements, we conduct full reliability testing. We simulate real-world industrial conditions. Only products that pass all tests are delivered. This minimizes the risk of downtime and failure.
3.1 Environmental Adaptability Testing
This test simulates harsh operating environments. It includes:
- High-low temperature cycle test (-40℃~85℃, 1000 cycles) to verify thermal stability.
- High humidity and heat test (85℃/85%RH, 500h) to prevent moisture-related failures.
- Salt spray test (neutral salt spray, 48h) to ensure corrosion resistance.
3.2 Mechanical Vibration and Impact Testing
Industrial Control equipment often faces vibration and impact. We conduct:
- Random vibration testing (10-2000Hz, 10g acceleration) to simulate continuous operation vibration.
- Drop impact testing (1.5m height, free fall) to verify mechanical strength and solder joint reliability.
3.3 Long-Term Electrical Performance Testing
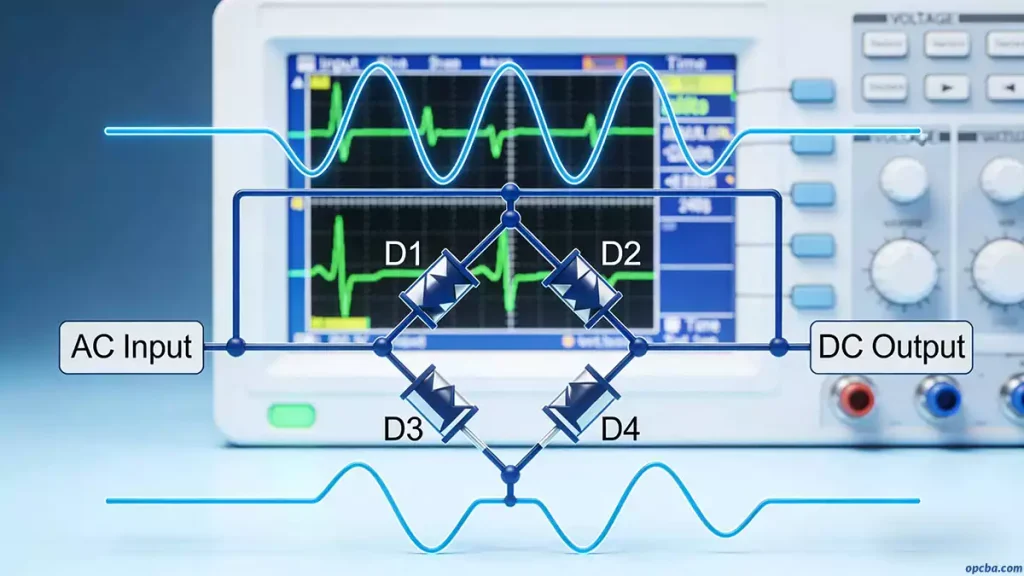
To validate 24/7 operation capability, we conduct 1000h continuous power-on testing. We monitor key parameters (voltage, current, signal transmission) in real time. This ensures stable performance without drift. It supports uninterrupted system operation.
4. Customized Industrial Control PCB/PCBA Solutions for Diverse Applications
Industrial Control spans a wide range of applications. Each has unique requirements. We provide one-stop customized solutions for diverse scenarios. Our services are tailored to meet specific needs while maintaining high reliability.
4.1 Manufacturing Automation Industrial Control
Manufacturing automation relies on these systems for process control and robotics. Our PCB/PCBA solutions focus on high integration and real-time signal transmission. We use HDI boards and conformal coating to ensure reliability in factory environments. This supports seamless manufacturing automation.
4.2 Energy Sector Industrial Control
In the energy sector (solar, wind, power plants), these systems manage energy generation and distribution. They require PCBA with high voltage resistance and temperature stability. We use high-Tg substrates and heavy copper PCBs to withstand harsh conditions. This ensures reliable control for critical energy processes.
4.3 Infrastructure and Transportation Industrial Control
These systems are used in infrastructure (water treatment) and transportation (railway signaling). They ensure public safety and operational efficiency. Our solutions comply with strict safety standards. We focus on durability and long-term reliability. Waterproof and dustproof designs are integrated for outdoor equipment.
5. The Future of Industrial Control: PCB/PCBA Innovation
As Industrial Control evolves toward smart automation, PCB/PCBA technology becomes more critical. We are committed to innovating our solutions to support this future. Key focus areas include:
- IoT-Enabled Industrial Control: We develop PCB/PCBA with integrated IoT sensors and wireless modules. This enables real-time monitoring and remote control. It supports predictive maintenance and reduces downtime.
- AI Optimization: Our R&D team explores AI-driven PCB design. Machine learning optimizes signal routing and thermal management. This enhances performance while reducing design time and costs.
- Sustainability: We adopt eco-friendly materials and energy-efficient manufacturing processes. This reduces environmental impact while maintaining high reliability.
6. Why Choose Our PCB/PCBA Solutions for Industrial Control?
Industrial Control systems require a trusted partner with expertise in both manufacturing and industrial applications. Our solutions stand out for three key reasons:
- Industrial Control Expertise: Our team has years of experience designing and manufacturing PCB/PCBA for these systems. We understand technical challenges and industry requirements. We work closely with customers to develop customized solutions.
- Strict Quality Control: We have a complete quality control system. It covers component screening, PCB design, manufacturing, and testing. All our products comply with international standards.
- One-Stop Service: We provide end-to-end solutions from design optimization to delivery. This streamlines the supply chain and reduces lead times and costs.
Industrial Control is the foundation of modern automation. High-reliability PCB/PCBA is key to its success. By choosing our customized solutions, you ensure your systems operate stably and efficiently. We support your business growth and the future of smart manufacturing.