A printed circuit board is never just a random assembly of parts or a loose tangle of copper. Every detail of PCB Layout—the bend angle of a single trace, the zoning of functional blocks, the clearance around a mounting hole—directly shapes a product’s signal stability, immunity to interference, production yield, and long-term reliability. I’ve watched too many hardware engineers pour their energy into the schematic and treat the physical layout as an afterthought, or chase visual neatness at the expense of electrical discipline. The result is the same every time: repeated prototype spins, mass-production fallout, and EMC failures that should never have happened.
This guide is built from hands-on, industry-proven practice. It covers the core logic, standardized execution, common traps, and cost-driven optimization that together move a design from “works on the bench” to “ships in volume.”
1. The Mindset That Prevents Most Layout Problems
PCB Layout is the bridge between a schematic and a physical product. Its job is non-negotiable: balance signal integrity, power integrity, and manufacturability while fully meeting electrical and mechanical requirements. Industry data consistently shows that more than 70% of PCB cost overruns and production delays originate from early-stage layout decisions. Over 80% of signal interference, system crashes, and field failures trace back to overlooked placement and routing details—not faulty components.
Some persistent misconceptions keep tripping up engineers. More layers do not automatically mean more stability; adding power and ground planes without a clear purpose inflates material cost, manufacturing complexity, and lead time while delivering no meaningful performance gain. Obsessing over the shortest possible trace length while ignoring impedance matching and return paths triggers signal reflection, crosstalk, and timing failures. And chasing a perfectly symmetrical, visually clean layout over electrical safety, thermal management, and signal isolation puts the cart before the horse. A good PCB Layout doesn’t need complexity or visual perfection. It needs three things: it has to be standardized, logical, and efficient.
The workflow that produces reliable boards is always the same four steps: plan first, place second, route third, verify last. Lock down design requirements and rule sets before moving a single component. Execute placement and routing with discipline. Complete full verification before release. This applies equally to a simple double-layer board and a complex multi-layer high-speed design. Skip the sequence, and you’ll spend more time fixing than designing.

2. Placement: Where the Board’s Architecture Is Decided
Component placement is the first and most decisive step. A flawed placement cannot be rescued by the most careful PCB Layout routing work. The principles are unchanging: modular functional zoning, clear signal flow direction, strict isolation of interference sources. Every placement choice directly impacts downstream electrical performance, assembly efficiency, and production yield.
2.1 Grouping by Function, Not by Convenience
The first placement rule is clear zoning: group all components for the same functional circuit into a dedicated, compact area. Create distinct functional blocks separated by clear clearance gaps or ground split lines. This blocks crosstalk between incompatible circuits, creates logical signal flow, and makes assembly, testing, and troubleshooting straightforward.
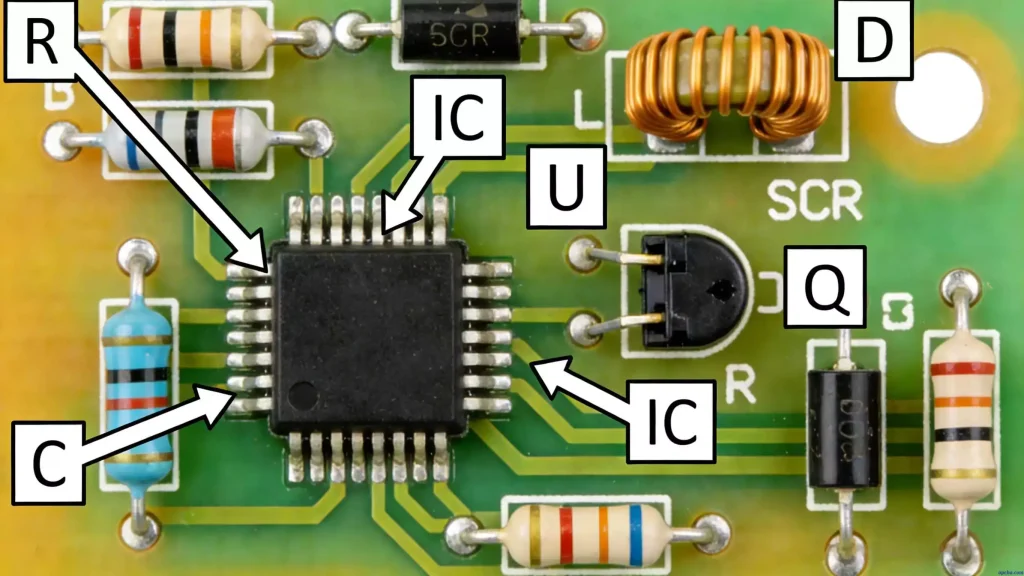
The power module is the energy backbone and takes top placement priority. Power input connectors sit near the board edge, aligned with enclosure openings. High-power components—switching regulators, rectifier bridges, MOSFETs—are placed far from sensitive analog parts to avoid thermal drift and electromagnetic interference. Decoupling capacitors go directly adjacent to chip power pins: small 0.1 µF and 0.01 µF capacitors suppress high-frequency noise, while bulk 10 µF+ capacitors stabilize voltage. Combining capacitor values across frequency ranges maximizes power noise suppression.
Isolation between digital and analog circuits is non-negotiable. The high-speed switching noise of digital circuits will degrade the sampling accuracy of analog circuits, so the two blocks must be physically separated, with no cross-placement. The industry standard is combined zoning and ground-plane splitting: digital ground and analog ground are routed separately, connected only at a single point via a ferrite bead or 0 Ω resistor. RF circuits get a dedicated isolated zone, placed away from digital signals and power circuits, with reserved pads for shielding cans.
2.2 The Details That Make or Break Assembly
Effective placement follows modular rules and refined details that balance visual order, manufacturability, and field maintainability. All similar components maintain consistent orientation: ICs have their pin-1 marker or notch facing the same direction (up or left); chip resistors and capacitors use uniform pad alignment. This standardization speeds up SMT assembly, reduces placement errors, and makes debugging far faster.
Component clearance is uniform and compliant. Beyond meeting creepage and clearance requirements, similar components and groups have even spacing—inconsistent gaps cause assembly interference or uneven thermal distribution. Components needing manual soldering or debugging get dedicated operating clearance. High-power components are spread across the board with clear thermal paths.
Connector placement matches real-world usage. Input and output connectors sit along the board edge for easy access; board-to-board connectors and frequently mated interfaces are placed for ergonomic operation. Test points are placed in accessible, unobstructed locations. Silkscreen markings follow strict standards: component designators, polarity marks, and critical labels face a readable direction, never overlapping pads or vias, with a standard font height of 0.8 mm or 1 mm.
2.3 Critical Components First, Everything Else After
Placement follows a strict priority order: critical components are locked in before any general components. These include connectors, large-format parts, thermally sensitive components, crystal oscillators, and switching regulator ICs. Their positions define the entire board’s layout structure and directly determine the path and performance of critical signals.
Crystal oscillators are high-frequency noise sources and must sit directly adjacent to MCU clock pins to minimize trace length, with a ground guard plane underneath. Thermally critical components (MOSFETs, linear regulators) are placed in well-ventilated areas, with thermal via arrays connected to internal thermal planes if needed. BGA-packaged chips require dedicated thermal clearance and planned under-chip routing, using multi-layer boards and micro-vias to avoid congestion and signal degradation.
3. Routing: Where Signals Live or Die
Routing is the core execution stage of PCB Layout, and its quality directly defines signal integrity, power integrity, and electromagnetic compatibility. The principles are consistent: clean trace paths, controlled impedance, minimized interference. Applying targeted routing rules for different signal types eliminates signal reflection, crosstalk, ground bounce, and other common failures.
3.1 Getting the Basics Right First
Routing always starts with a complete, factory-aligned design rule set: trace width, clearance, via size, impedance control, and safety spacing, matched to the manufacturer’s process capabilities. Power and ground traces are sized for full current capacity—a standard 1 oz copper board needs a minimum 15 mil trace width per 1 A of current. High-current paths use multiple parallel vias. Signal trace width and clearance meet minimum manufacturing requirements (standard 4 mil/4 mil for most boards) while maintaining consistent impedance control.
Routing follows strict directional discipline: top-layer traces run primarily vertically, bottom-layer traces horizontally, with adjacent layers routed perpendicularly to minimize inter-layer crosstalk. All trace bends use 45° angles or rounded arcs; 90° right-angle bends are prohibited—they create signal reflection and radiation at high frequencies. Traces are clean and direct, prioritizing the shortest possible path for critical signals, with minimal via usage. A minimum 1 mm clearance zone along the board edge is kept free of traces to prevent ESD interference and manufacturing damage.
3.2 High-Speed, Differential, and Clock: Three Signals That Demand Discipline
High-speed signals (USB, HDMI, DDR) rely on two non-negotiable requirements: controlled impedance and matched length. Traces are precisely calculated for width, spacing, and distance to reference planes to maintain 50 Ω single-ended or 90–100 Ω differential impedance. Differential pairs maintain uniform width and spacing across their entire length, with intra-pair length matching held to ±5 mil tolerance. High-speed traces are routed adjacent to a continuous reference plane, never crossing a plane split; if unavoidable, a bypass capacitor bridges the crossing point to provide a low-impedance return path.
Clock signals are the highest-priority traces on any board. They must be short, direct, and routed away from high-speed data lines—parallel routing is strictly prohibited. Clock traces are guarded with ground traces on both sides, with grounding vias spaced every 100 mil. Reset, interrupt, and other critical control signals use short, thick traces or ground guarding to block noise and ensure stable triggering.
3.3 Power and Ground: The Reference Everything Depends On
Power and ground routing define system stability with a single goal: low impedance, zero cross-interference, clear current paths. Power routing follows a star or tree topology. For designs with multiple power rails, plane splits are clean, regular, and uniform—no jagged or irregular edges.
The golden rule of ground routing: maintain a continuous, unbroken ground plane. The ground plane is the signal reference layer and the primary electromagnetic shield. Splitting the ground plane under critical high-speed or analog signals forces return paths to lengthen, creating severe ground bounce and EMI. Digital ground and analog ground are routed separately, connected at only one point. Dense ground vias are placed under high-frequency components and sensitive circuits to shorten return paths and lower ground impedance. Power and ground planes sit adjacent to each other, creating a tight power-ground loop that minimizes loop area and reduces electromagnetic interference.
4. The Mistakes I See Repeatedly—And How to Fix Them
Even engineers with solid foundational knowledge run into prototype failures and low yields due to easily overlooked PCB Layout mistakes. Based on years of mass-production experience, here are five that cost teams the most time and money, along with practical fixes.
4.1 Skipping DRC, Trusting Manual Review
Many engineers rush the design, skip formal rule setup, or fail to run a full Design Rule Check after routing, relying only on a visual scan. Hidden shorts, opens, impedance violations, and clearance failures then surface only in prototyping or mass production.
Fix: Before routing begins, build a complete DRC rule set aligned with the factory’s process capabilities. After routing, run full DRC verification and resolve every error with zero exceptions. Run a final rule check before releasing Gerber files.
4.2 Casual Power Design
Treating power routing as a simple “connect the pins” task—no sizing for current load, no consideration of loop area, unplanned trace paths—leads to voltage drop, thermal overheating, trace burnout, and system instability.
Fix: Calculate trace width based on actual current load (15 mil minimum for 1 A at 1 oz copper). High-current paths use widened traces and parallel vias. Decoupling capacitors are placed directly at chip power pins. Multiple power rails are cleanly split.
4.3 Poor Ground Management
Random ground connections, broken ground planes, ignored split-ground rules, and insufficient grounding vias create ground bounce, EMI failures, ADC sampling distortion, and intermittent crashes. This is the single most common cause of unrepeatable PCB Layout mistakes.
Fix: Strictly separate digital, analog, and power ground, with single-point connection only. Maintain full ground-plane continuity under all critical signals. Place dense ground vias under high-frequency and sensitive components.
4.4 Ignoring DFM
Design for Manufacturability is the foundation of cost-effective, scalable production, but many engineers focus exclusively on electrical performance and ignore factory process limits. Designs then cannot be mass-produced without repeated redesigns.
Fix: Align all design decisions with the factory’s standard process capabilities. Avoid pin pitch below 0.3 mm. Eliminate acute angles and narrow trace necking on inner layers. Reserve lamination alignment tolerance for high-layer-count boards. Panelization follows rectangular priority, tight arrangement, and stress balance rules. A day of DFM optimization during design typically reduces downstream rework costs by 30% and boosts production yield by 8–15%.
4.5 Uncontrolled Impedance for High-Speed Signals
Casual routing for USB, HDMI, DDR, and SerDes signals—no impedance control, no length matching, discontinuous reference planes—causes signal reflection, timing failure, and data corruption.
Fix: Use impedance calculators to define trace width and spacing based on layer stackup. Differential pairs maintain consistent length and spacing with continuous reference planes. High-speed signals are routed on inner layers. Grouped high-speed buses follow strict intra-group length matching.
5. Cutting Cost Without Cutting Performance
A world-class PCB Layout meets electrical requirements and optimizes production cost, assembly efficiency, and scalability. Targeted, performance-neutral design adjustments can cut material and manufacturing costs and speed up production cycles without compromising stability.
5.1 Layer Reduction
PCB layer count is the single biggest driver of cost and lead time. Reducing the stackup by two layers cuts material costs by 15–30% and simplifies drilling, lamination, and plating. The “more layers equals better stability” mindset leads to massive unnecessary spending.
Strategy: Follow the minimum viable layer count rule. Simple control and low-speed circuits use single or double-layer boards. Mid-density circuits use optimized routing and centralized power/ground placement to replace six-layer boards with four-layer designs. High-speed boards use adjacent signal-ground layers and micro-vias to reduce layer count while preserving signal integrity. For one industrial control board, we merged power and ground planes and optimized routing density to drop from six layers to four—total cost fell 22%, lead time shortened by three days, and yield rose from 92% to 97%.
5.2 Board Size and Panelization
A 10 × 10 cm board uses four times the material of a 5 × 5 cm board. Reducing unused board area while meeting electrical and mechanical requirements is the most direct way to cut material costs. Compact placement and streamlined routing channels can reduce unused area by 10–20% with zero performance impact.
Panelization is the biggest lever for mass-production savings. Every 10% increase in panel utilization reduces unit cost by 10–15%. Designs align with standard factory panel sizes (18 × 24 inch, 400 × 500 mm), using regular rectangular shapes. Small boards use 3 × 3 or 4 × 4 panel arrays. V-CUT scoring replaces stamped tabs and routed slots to eliminate extra processing costs. For one consumer electronics small board, upgrading panelization from 2 × 2 to 4 × 4 raised material utilization from 65% to 90%, boosted SMT efficiency by 40%, and increased daily line output from 1,200 to 1,680 units.
5.3 Standardized Process Design
Custom process requirements drastically increase manufacturing difficulty and cost. PCB Layout should prioritize factory-standard processes. Trace width, clearance, and via sizes match standard factory capabilities. Component footprints use standard packages. Solder mask and silkscreen use standard green mask with white text.
5.4 Smart Redundancy
Targeted redundancy cuts long-term debug and rework costs without over-design. Reserve accessible test points and debug clearance. Critical signal paths get footprints for impedance matching resistors and capacitors. Power loops reserve footprints for fuses and TVS protection diodes. Over-redundant placement is avoided to prevent unnecessary area and cost increases.
6. Where PCB Layout Is Heading
Hardware engineering continues to shift toward higher data speeds, smaller form factors, and lower power consumption. Advanced high-speed PCB Layout design is now a mandatory core skill. Rising data rates in 5G, IoT, and edge computing demand deeper expertise in differential routing, serial link design, and pre-layout signal simulation. Tools like Cadence Allegro and Altium Designer simulation modules let engineers identify and resolve interference risks before prototyping.
HDI (High-Density Interconnect) design is standard for compact, high-performance products like wearables and handheld devices. AI-assisted PCB Layout is reshaping workflows—automated placement, routing optimization, and rule checking drastically cut design cycles and reduce human error. And sustainable, compliant design with eco-friendly materials and power-efficient layout is no longer optional; it’s mandatory for global market access.