For anyone in electronics manufacturing, Surface Mount Technology isn’t just a process—it’s the backbone of modern product design. It’s what allows engineers to fit incredibly complex systems into devices no thicker than a notebook. I remember walking through a factory floor in Shenzhen where a single pick-and-place machine was mounting components smaller than grains of salt at a speed the human eye couldn’t follow. That moment crystallized for me that SMT is as much a discipline of precision as it is of speed.
But making it work from prototype to high-volume production isn’t just about having the right machines. It’s about understanding the deep, often overlooked connections between the initial PCB layout, the stencil, the solder paste, and the thermal process. When one of these is off, the chain breaks. This guide breaks down that chain, link by link, from a perspective of both design and hands-on assembly.
SMT vs. Through-Hole: Why This Paradigm Shift Happened
At its core, the distinction is simple: Surface Mount Technology solders components directly onto PCB pads, while Through-Hole Technology (THT) requires inserting component leads into drilled holes and soldering them, often using a wave solder machine or manual soldering iron. But the impact of this distinction is massive.
SMT enables a component density that THT can’t touch. A typical SMD resistor (like an 0402 package) occupies a fraction of the real estate of its through-hole counterpart. This translates to smaller, lighter products—every smartphone, modern medical device, and advanced driver-assistance system (ADAS) in vehicles today is a testament to that. From a production standpoint, SMT is inherently suited for full automation, making it cost-effective for anything beyond a handful of prototypes. The shorter leads of SMD components also mean less parasitic inductance, a critical advantage for high-speed and RF circuits.
There are still strongholds for THT, mainly where mechanical stress is high (connectors, large transformers) or for high-power components. But in terms of sheer volume and capability, SMT defines the modern electronics landscape.

The SMT Assembly Line: A Step-by-Step Breakdown
A well-tuned SMT assembly line is like a perfectly choreographed ballet. Each station has a precise role, and the speed of the line is dictated by the slowest step, usually the pick-and-place machine or the reflow oven. Here’s a typical sequence optimized for lead-free solder paste:
1. Solder Paste Printing
The process starts with an automated stencil printer. A laser-cut stainless steel stencil, with apertures matching the PCB’s pads, is precisely aligned over the bare board. A metal squeegee blade then travels across the stencil at an angle, pushing solder paste ahead of it. The paste rolls into the apertures, and as the stencil separates from the board (the snap-off), it leaves precise, brick-like deposits on every pad. This single step is, in my experience, the primary source of end-of-line defects. A common rule of thumb is that up to 60-70% of all soldering defects originate here.
2. Solder Paste Inspection (SPI)
Immediately after printing, a Solder Paste Inspection (SPI) machine, which is essentially a specialized high-speed 3D scanner, measures the volume, height, area, and positional offset of the paste deposits on every single pad. This isn’t a spot-check; it’s 100% inspection. The SPI system creates a digital map of the paste and instantly flags any pad where the volume or alignment is outside the defined spec limits. This data is the first and most crucial feedback loop in the line.
3. Pick-and-Place
The PCB then enters the pick-and-place machine, a robot that populates the board at high speed. It uses vacuum nozzles to pick SMDs from feeders (reels, trays, or tubes), a vision system to center the component and verify its value, and then places it onto its respective paste-covered pads with sub-millimeter accuracy. The placement force is controlled: too light and the component won’t stick; too heavy and it can squeeze out the paste, leading to bridging.
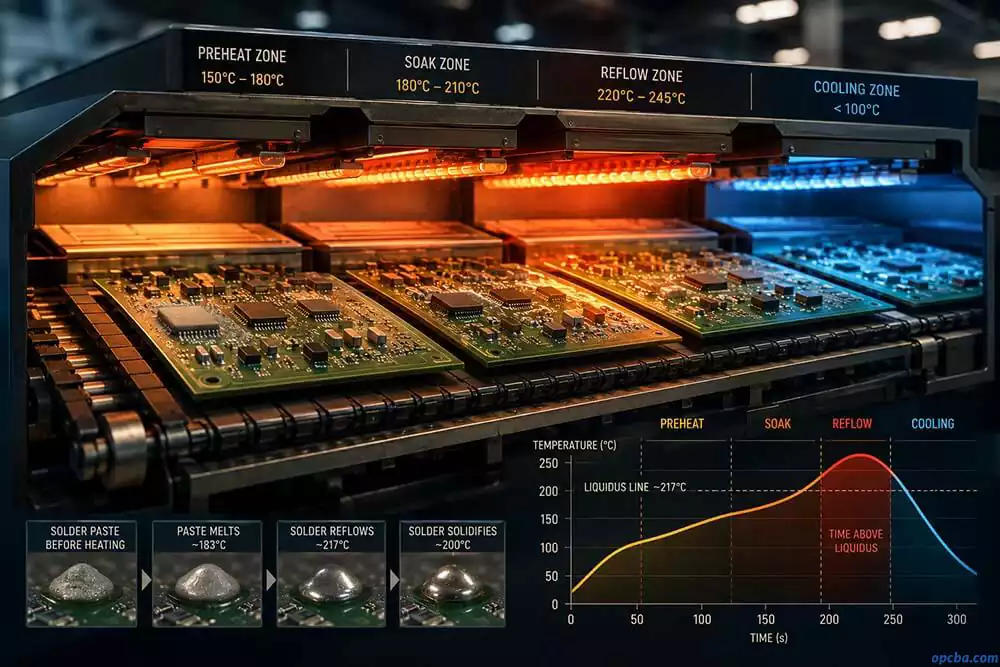
4. Reflow Soldering
The populated board travels via a conveyor into a long tunnel oven with multiple controlled heating zones. It’s a wonder to watch thermal profiling turn an abstract recipe into physical reality. The board goes through a precise thermal journey: preheat, thermal soak, reflow, and cooling. The preheat stage gently warms the board and activates the flux chemistry. The soak zone stabilizes the board temperature and volatilizes solvents. Then, the reflow zone heats the assembly to a peak temperature—typically 235-245°C for SAC305 alloy—melting the solder powder. Liquid surface tension pulls each component into perfect alignment with its pads before the board exits and cools, solidifying the joints.
5. Automated Optical Inspection (AOI) and Test
Once cooled, the assembled PCBA moves to AOI. A high-resolution camera system scans the entire board, comparing visual properties of each joint (shape, wetting angle, presence) against a pre-programmed “golden board.” Algorithms detect anomalies from lifted leads to missing components. At this point, a test technician uses this data for a first-pass functional validation, but for high-reliability products, an X-ray system may then be used to inspect hidden joints under BGAs and QFNs for voids.
Process is King: How Parameters Drive Yield and Reliability
Theory is one thing; making it work on a humid Tuesday in July is another. The true art of an SMT assembly line lies in mastering its critical points.
Stencil Printing: The Foundation of First-Pass Yield
The stencil is the most underrated high-precision tool in the factory. The rule of “Five-Ball Rule” states that the smallest stencil aperture width must be at least five times the diameter of the largest solder particle in the paste. For a Type 4 paste, this sets a practical limit for aperture width at around 190μm. Factors like stencil thickness (a 0.1mm to 0.15mm foil is common for fine-pitch work), aperture geometry, and the type of squeegee blade (metal is standard, polyurethane is sometimes used for high-density, low-tension applications) must all be carefully considered. The physical properties of the stencil are closely tied to its production method, from raw material selection to the fabrication process. For a look at that side of the equation, see our guide on SMT stencil manufacturing and material selection. I once traced a recurring intermittent open on a 0.5mm-pitch QFP back to a worn metal squeegee blade that was leaving a thin film of “slump” across the stencil surface.
For a deeper dive into solder paste selection and how paste properties interact with stencil design, read our guide on the Application of Solder Paste in SMT.
Reflow Soldering: The Art of the Thermal Profile
The reflow profile is a recipe, and like any recipe, small changes can ruin the result. Key parameters include:
- Ramp Rate: Typically 1-2°C/second. Too fast, and the paste volatiles can boil violently, causing spatter or even tombstoning on small, lightweight components like 0201s.
- Soak Time: This is the flat or slightly increasing temperature period just before reflow, typically 60-90 seconds, which allows all areas of the board, especially heavy copper ground planes, to reach a uniform temperature. Skipping this step is a recipe for heating imbalance issues.
- Time Above Liquidus (TAL): usually 60-90 seconds. Too short, and the intermetallic compound (IMC) layer doesn’t form a reliable bond; too long, and the IMC becomes thick and brittle.
- Peak Temperature: For SAC305, a peak of 235-245°C is common. The delta across the board is key—a difference of more than 10°C between a small chip resistor and a large BGA is a sign of thermal imbalance that needs to be addressed through design or oven settings.
Common SMT Defects: Root Causes and Troubleshooting Logic
When SMT defects start appearing on the line, the most expensive thing you can do is start randomly adjusting parameters. For a systematic approach, I start by asking: Is the problem random, or is it appearing in the same location across multiple boards?
- Solder Bridging: If it’s on fine-pitch leads, the first suspect is excessive paste volume. Check the SPI data for that specific location. If the volume is high, look at the stencil: is the aperture too wide? Is the stencil-to-board gasket seal preventing “paste bleed”? If it’s low-volume bridging, it could be a slow snap-off speed.
- Tombstoning (Drawbridging): A classic problem with small passive components. The root cause is a force imbalance. One end of the component wets and pulls up (due to rapid surface tension change) while the other end is still solid. Check for: thermal imbalance (is one pad connected to a large copper pour that acts as a heat sink?), paste offset on one pad, or inconsistent pad sizes. If it’s a design issue, the fix may involve adding thermal relief spokes or adjusting the paste split across the pads.
- Solder Balling / Solder Beading: The initial reaction is to blame the paste. However, this often happens when the paste has absorbed moisture or was not properly allowed to reach room temperature before printing (thus causing condensation). A classic mistake is using a paste directly from a cold storage fridge without a 4-8 hour warm-up. Tiny solder balls around a joint can also be a sign of an overly aggressive reflow ramp rate that caused spatter.
- Head-in-Pillow (HIP): A subtle and terrible defect specific to BGAs, where the paste coalesces but never fully wets the ball. It looks fine from the side on X-ray but fails intermittently. The cause is almost always related to warpage—either the PCB or the BGA package itself warping during the soak or reflow phase, causing a momentary separation followed by paste reflow and oxide formation. Solving this requires the kind of detailed look at reflow profile soak times and peak temperatures that goes beyond basic IPC profiles.

From Process Control to a Quality System: SPI and AOI
The data coming off your SPI and AOI systems isn’t just for pass/fail detection—it’s the heartbeat of your entire quality system. The goal isn’t to inspect quality in; it’s to build a system that eliminates variation.
To get there, you need to track Statistical Process Control (SPC) on key parameters. For SPI, this means the volume, area, and height of solder paste deposits for a specific set of critical devices. A CPK value of ≥1.33 is the absolute minimum target. If an SPI station consistently monitors the paste volume on a critical BGA and CPK starts trending from 1.40 down to 1.15, it’s a signal to stop the line and investigate before a single scrap board is produced. The same logic applies to AOI data, which should be categorized and trended for the most expensive defects to find. This closed-loop system, where data from SPI and AOI can be trended and correlated, shifts the focus from finding a faulty board to continuously tuning the process for repeatable perfection.
Designing for Manufacturing Excellence (DFM)
A great process can’t fully compensate for a flawed design in the context of an SMT assembly line. Design for Manufacturability (DFM) is a non-negotiable step that bridges the gap.
Critical DFM checkpoints for SMT include:
- Pad Geometry: Especially for BGAs and QFNs, the PCB land pattern must precisely match the manufacturer’s recommended footprint. NSMD (Non-Solder Mask Defined) pads are generally preferred over SMD (Solder Mask Defined) pads under BGAs because they provide more copper surface for the solder ball to wet to, improving reliability.
- Component Edge Clearance: It’s wise to keep SMDs away from the board edge (at least 3mm) to prevent damage during depaneling. This is a simple rule that prevents a lot of rework.
- Thermal Balance: As mentioned earlier, connecting one pad of a small 0201 capacitor directly to a large, thick internal ground plane while the other pad connects to a thin, surface-level signal trace creates what’s known as “thermal imbalance” or “cold solder”. The fix is using thermal relief connections on one or both sides of the passive components.
The Future of SMT: Smaller, Denser, Smarter
The trajectory of SMT follows a consistent, relentless path: miniaturization. We are moving from 0402 to 0201 to 01005 passives. BGA pitches are shrinking from 0.8mm to 0.4mm and even 0.3mm. This places incredible pressure on stencil manufacturing, paste technology (Type 6 and 7 powders are becoming necessary), and placement accuracy. At these scales, advanced inline process control—with automated optical inspection feedback loops driving real-time recipe adjustments—becomes the only guaranteed path to zero-defect manufacturing.
Whether you’re pushing the limits of miniaturization or scaling a proven design, OPCBA’s SMT assembly line is built for this level of precision. From rapid prototyping to high-volume production, our SPI, AOI, and X-ray inspection systems ensure every joint meets spec. If you have a project that demands a reliable PCBA partner, reach out to us with your files for a DFM review and quote.